By David Geis, Product Manager
Magnetic particle test pieces will help you maintain your mag particle process by verifying magnetic particle performance. Use to check for mag particle deterioration, to compare different magnetic powders, to verify sensitivity or visibility or to assure field direction and strength. In this blog we look at the primary use of Quantitative Quality Indicators (QQIs) and Magnetic Flux Indicators which are to verify field direction and strength.
Field strength and orientation are key factors in a successful magnetic particle examination. Sufficient magnetic field must be present to form indications on the surface being examined. And because magnetism is directional in nature, only discontinuities that cross the lines of flux will produce leakage fields to form those indications.
Unfortunately, the magnetic field within the part cannot be measured directly. So many practitioners use artificial flaws or test pieces to confirm magnetic field strength. At the same time, artificial flaws can confirm direction since only those orthogonal to the lines of flux will form indications. The most common artificial flaws in use are QQIs and Flux Indicator Strips. Each has its own advantages and disadvantages to consider when choosing the right tool for your inspection.
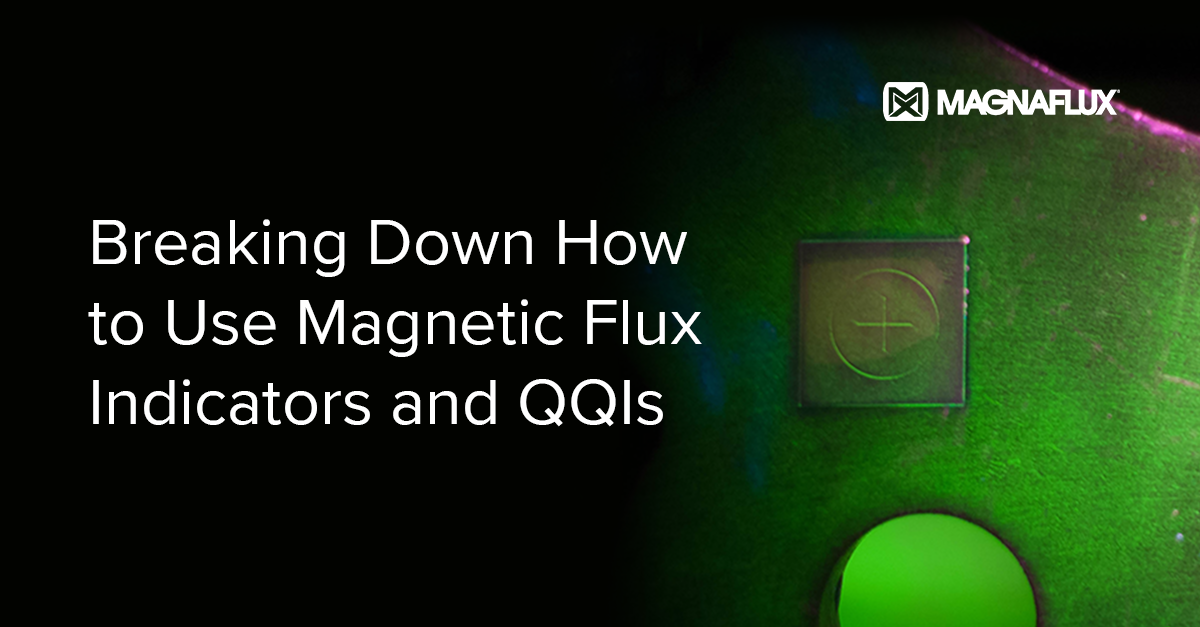
QQIs are artificial flaw notched shims that are attached to example parts, commonly used to demonstrate both field strength and direction within a part. Available in several different configurations, QQIs are thin steel shims with etched patterns in circular and cross shapes to provide indications in all directions. The steel alloy and notch dimensions, as specified in AS 5371, are designed to provide indications when the base part is magnetized to at least 30 gauss. The thin shims can conform to curved part surfaces, and they are typically affixed to a part using permanent adhesives.
QQIs are useful for setting up the magnetization parameters for part-specific techniques and can be used to create an example part for the daily system performance check of the magnetizing equipment. They are very important for the setup and balance of multi-directional fields, since they have circular flaws that show indications in all directions simultaneously.
Remove the corrosion-resistant film from the QQI before use. Solvents such as SKC-S, acetone, or an adhesive remover, Goof-Off or equivalent, are recommended. Use caution when handling to prevent damage or distortion. QQIs must be placed in intimate contact with the notches facing inward towards the part surface. Permanent adhesive such as cyanoacrylate, super glue or equivalent, is recommended. Attach the QQI conforming to the part surface with no gaps or loose areas. No adhesive should remain on the outer inspection surface after the QQI is attached. Cellophane tape, Scotch Brand 191, 471, or 600 series, may be used to attach QQIs. Care should be taken to only cover the edges of the QQI so that the central notched area is clear. If the tape becomes loose, completely remove the QQI, clean and reattach with new tape.
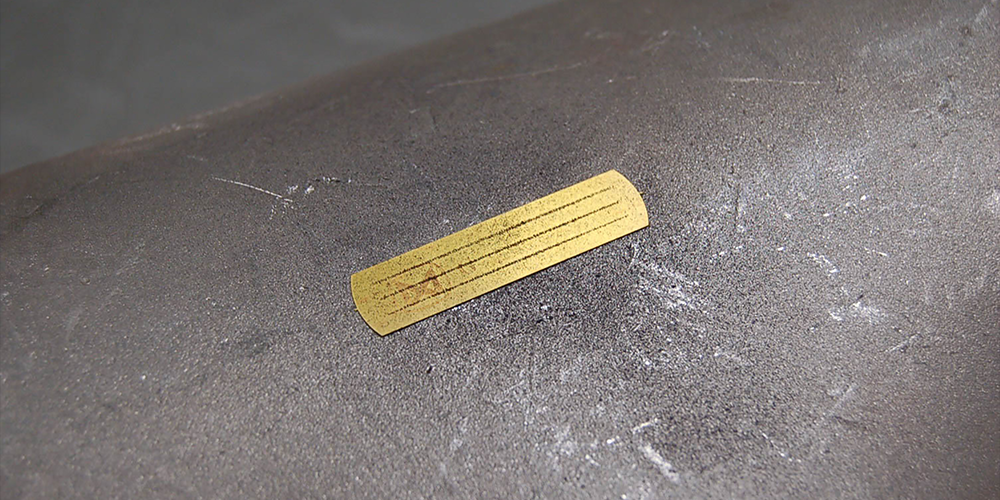
Laminated Magnetic Flux Strips, also known as Type G Burmah-Castrol Strips, have a core of high-permeability steel with brass cladding 0.002 in / 0.05 mm thick on both sides. The core material has three slots of different widths, providing discontinuities that show as linear indications in a magnetic field. The strips are commonly used with wet visible materials for power pack equipment and yoke inspections but can also be used with dry magnetic powders. Laminated Magnetic Flux Strips are stiffer than QQIs, and do not conform to curved surfaces easily. But unlike QQIs, laminated Magnetic Flux Strips are not permanently affixed to a part, so they can be reused for multiple applications. Because they form linear indications in only one direction, laminated Magnetic Flux Strips are not suitable for use with multi-directional magnetization.
Place the Flux Indicator Strip in intimate contact with the area to be examined. The strip may be held in place manually or with the use of an adhesive or tape. Do not cover the center of the strip with tape because that will prevent formation of indications. Flux indicator strips provide the strongest indications when positioned so that the long dimension is perpendicular to the applied magnetic field. After the strip is positioned, energize the magnetic field and apply magnetic particles (wet suspension or dry powder). Indications perpendicular to the magnetic flux will be stronger and more well defined than indications at an angle. No indications will form if the strip is aligned parallel to (in line with) the magnetic flux.
The most important point to remember when using Flux Indicator Strips is that they may only be used to demonstrate the direction of magnetic flux, not the field strength. Determining the strength of the magnetic field requires a part with known discontinuities, the use of QQIs, or direct measurement using a calibrated gauss meter. For more detailed instructions on the use of QQIs and Flux Indicator Strips, please refer to ASTM E709, E1444, and E3024.
Published August 7, 2018
The Magnaflux team is happy to assist you with your nondestructive testing needs. Please opt-in to Tracking cookies to use the contact form by clicking Cookie Settings and updating your preferences to complete our contact form. If you do not wish to opt in, you can connect with us at support@magnaflux.com or call us at +1-847-657-5300
155 Harlem Avenue
Glenview, IL 60025, USA
Telephone: +1 847-657-5300
Contact Magnaflux Customer Service


