By Cheri Stockhausen, Product Applications Manager

Proper drying of parts allows the uniform application of dry powder developer and nonaqueous developer for the best inspection results. Slightly damp parts or pooled water areas will inhibit the developer application and possibly cause areas of incomplete developer coverage. Water-soluble and water-suspensible developers also require the correct drying of the test parts after applying the developer to prevent streaking and running of the developer coating.
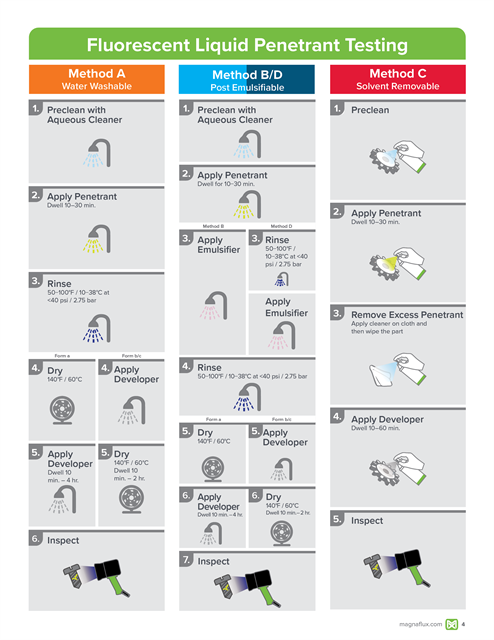
Note: Flowchart shows parts being dried before dry powder and nonaqueous developer, but dried after water-soluble and water suspendable developer.
For best results, parts should be dried in a forced air circulating oven before application of dry powder and nonaqueous developer and after application of water soluble or water suspendible developer.
 |
 |
 |
 |
ZP-4DDry powder developer (Form a) for Type 1 fluorescent penetrant testing
|
ZP-9FSolvent-based developer (Form d, Form e) for Type 1 fluorescent and Type 2 visible penetrant testing
|
ZP-14AWater-soluble developer (Form b) for Type 1 fluorescent penetrant testing
|
ZP-5BWater suspendable developer (Form c) for Type 1 fluorescent and Type 2 visible penetrant testing
|
Published November 24, 2020
JOIN OUR MAILING LIST TO RECEIVE THE LATEST NDT INSIGHTS AND ARTICLES FROM MAGNAFLUX
The Magnaflux team is happy to assist you with your nondestructive testing needs. Please opt-in to Tracking cookies to use the contact form by clicking Cookie Settings and updating your preferences to complete our contact form. If you do not wish to opt in, you can connect with us at support@magnaflux.com or call us at +1-847-657-5300
155 Harlem Avenue
Glenview, IL 60025, USA
Telephone: +1 847-657-5300
Contact Magnaflux Customer Service



![The Ultimate Guide to Visible Dye Penetrant Testing [Video]](/Files/Images/Blog-Images/LPI-Infograpihc-Thumbnail_320x200px.png?Medium "The Ultimate Guide to Visible Dye Penetrant Testing [Video]")













?")




![What You Need to Start-up In-house Testing [Checklist]](/Files/Images/Blog-Images/03162021-Titan-Thumbnail.jpg "What You Need to Start-up In-house Testing [Checklist]")









![The Ultimate Guide to Fluorescent Penetrant Testing [Infographic]](/Files/Images/Blog-Images/01282020-Titan-Thumbnail.jpg "The Ultimate Guide to Fluorescent Penetrant Testing [Infographic]")

![5 Things to Consider When Choosing a Mag Particle Yoke [Checklist]](/Files/Images/Blog-Images/07232019-Titan-Thumbnail.jpg "5 Things to Consider When Choosing a Mag Particle Yoke [Checklist]")






![Protective Armor Inspection with Zyglo Penetrant [Case Study]](/Files/Images/Blog-Images/11272018-Titan-Thumbnail.jpg "Protective Armor Inspection with Zyglo Penetrant [Case Study]")




![Use of Solvent Based Developer for 3D Scanning [Case Study]](/Files/Images/Blog-Images/10202020-Titan-Thumbnail.jpg "Use of Solvent Based Developer for 3D Scanning [Case Study]")


